





1.1 功能概述
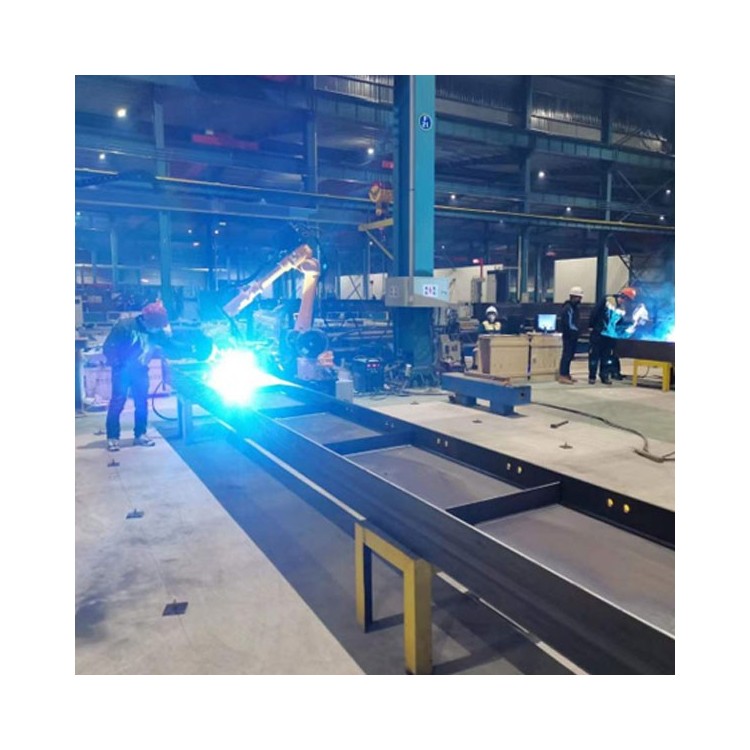
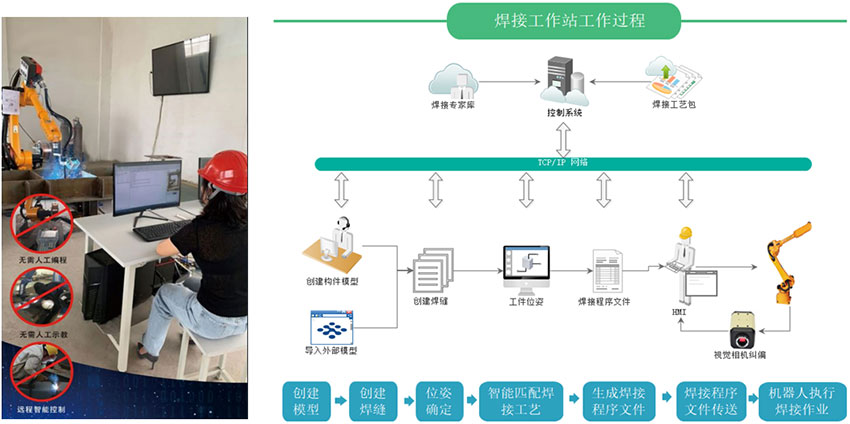
系统为自主开发系统,其主要功能是通过将焊接工艺进行深度集成,再导入三维模型,通过视觉系统对整个构件焊缝确定位,依据模型中的位置实际轮廓,自动生成焊接程序。
软件部署在 PC 系统上,PC 系统可以放置在任何位置,通过TCP/IP协议可以实现远程控制,即在办公室可以直接操作现场设备进行焊接。
1.1.1 系统能够满足每天二班(每班 8小时)正常工作,并能保持稳定的精度;
1.1.2 工作站的设计图纸经过反复的论证及仿真设计,各个部件的设计强度可靠、装配维修方便,在保证功能的前提下,保证了外形的美观;
1.1.3 工作站设备的所有外购件均为行业内知名厂家提供,所有加工件的质量都经过严格的把关、强度达标、性能优越和运动平稳;
1.1.4 工作站设备的零件和仪表及全部图纸资料的度量单位均采用国标单(GB)标准;所有仪表、零部件的设计、制造及所用材料应符合 ISO 和 IEC 标准或其他同等标准;
1.1.5 工作站零部件选用优材料制造,所选用的机械、电气元件是可靠的系列产品;
1.1.6 机器人前端有防碰撞传感器,在发生碰撞时能及时停机保护,同时根据需求可配置自动清剪丝系统及自动除尘系统;
1.1.7 工作站视觉交互、三维数模驱动、智能规划焊接路径、视觉扫描修正路径、匹配参数及工艺库自动创建焊接程序等智能化焊接功能。
1.1 结构类型与推荐系统工作方式
1.1.1 H型钢吊车梁、筋板结构主梁采用H型钢专机一键启动方式进行工作,人工干预少,工作效率高,操作人员可操作多机工作;
1.1.2 H型钢柱、屋面梁、箱型结构内部加劲板及主焊缝和其他结构类型较多的产品,采用视觉人机交互的方式进行工作,操作人员可操作多机工作;
1.1.3 桥梁板、大箱型隔板等结构,由于焊缝较长,焊缝类型数量少,采用模型驱动进行焊接,人工干预少,焊接效率高,操作人员可操作多机工作;
1.1.4 科钛智能系统为成套系统,系统支持以上各种工作方式,根据实际使用需求选择合适模块进行工作,提高生产效率。
MES系统
1.1.5 系统特点:
a) 基于互联网技术,实现工厂模型数据的共享。
b) 工序化生产管理,可将生产过程涉及的每一环节纳入到工艺流程中进行管理
c) 整合并提高项目运行的整体效率,实时、动态、真实,达到全员参与管理
d) 工序工艺、部门、组群、权限可完全自行定制
e) 工序流动信息实现实时推送
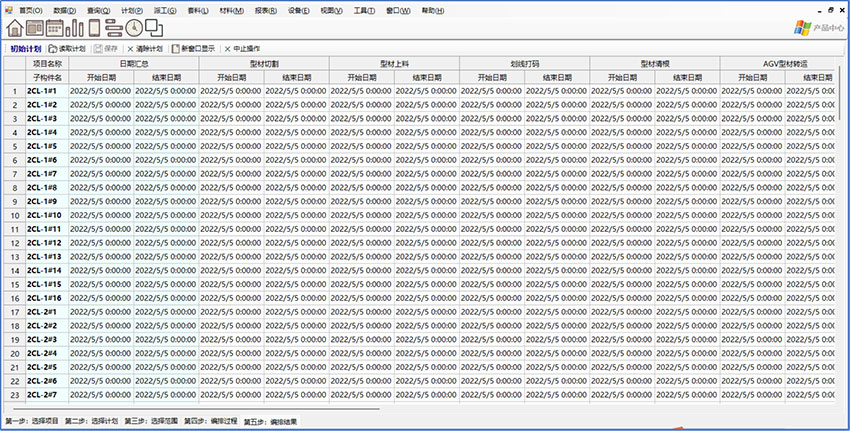
f) 计划根据生产节拍自动编排
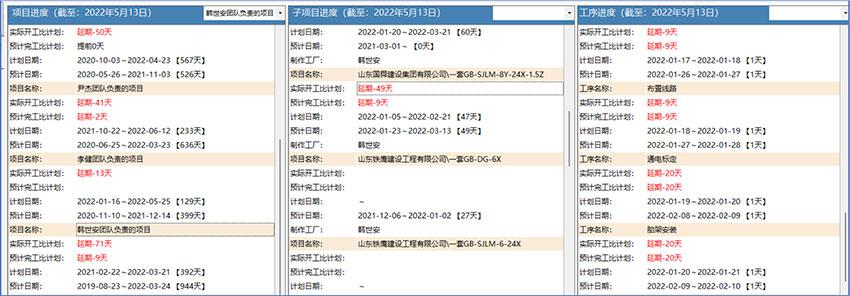
1.1.6 计划模块:生产任务开始实施前,科钛MES根据项目需求以及各车间和工作站生产节拍自动编排计划,生成每日各工位的工作计划以及配套零部件。
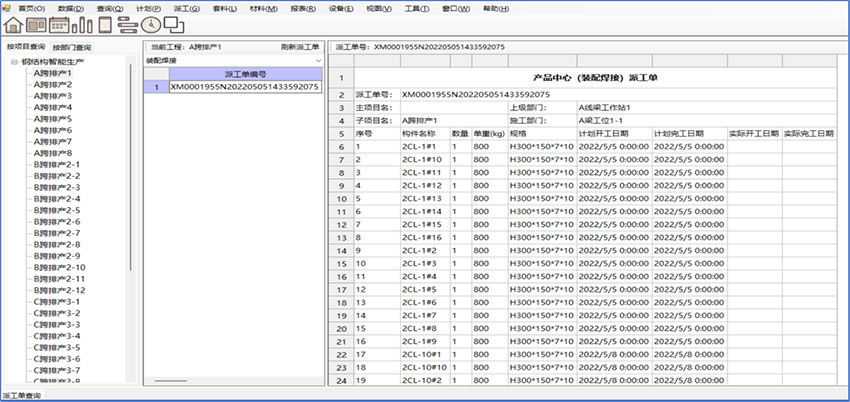
派工模块:根据项目需求以及各车间和工作站生产节拍自动编排计划,生成具体工作任务。
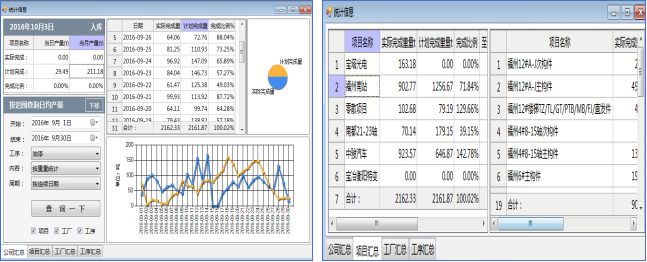
统计模块:可查询公司整体数据、项目统计的数据、按工厂统计的数据、按工序统计的数据。
2. 项目方案
2.1 产品类型
2.1.1 结构尺寸
序号 | 产品 | 高度 | 宽度 | 长度(双机配合) |
1 | H型钢 | 翼板高度≤0.8m | ≤1.2m | ≤12m |
2 | 其他产品 | 立板高度≤0.5m | ≤1.2m | ≤12m |
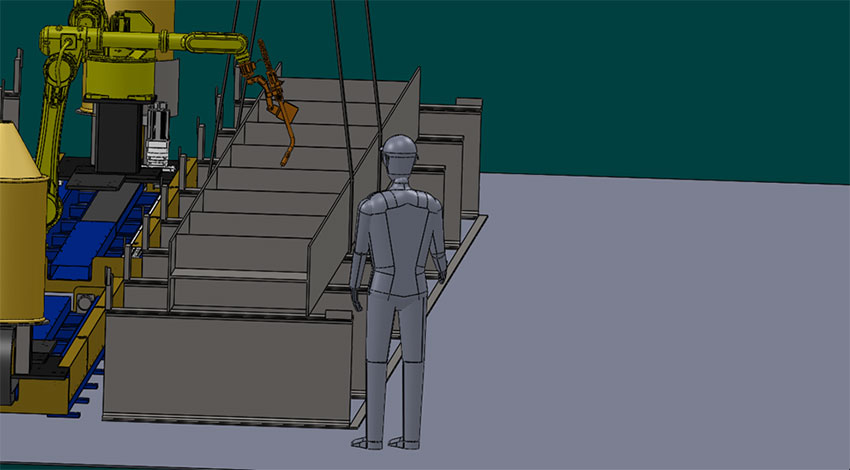
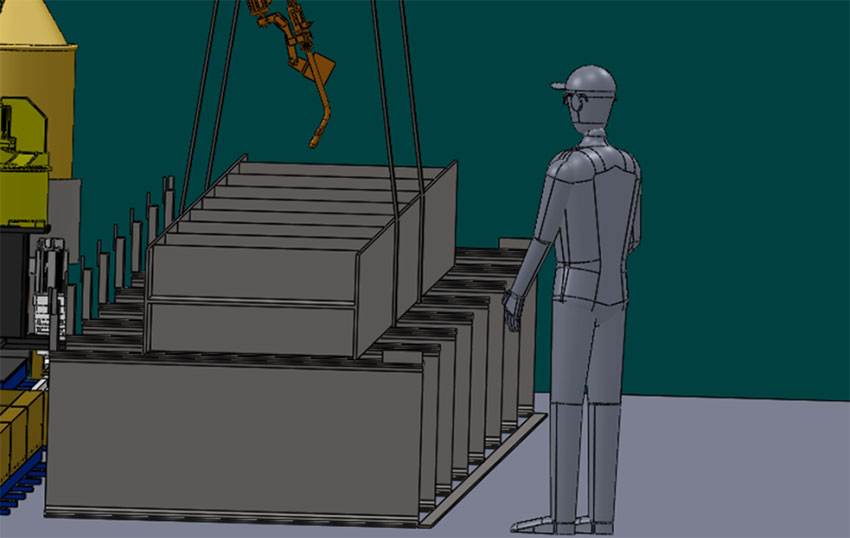
2.1.2 用户典型产品照片


2.1 全局布置图
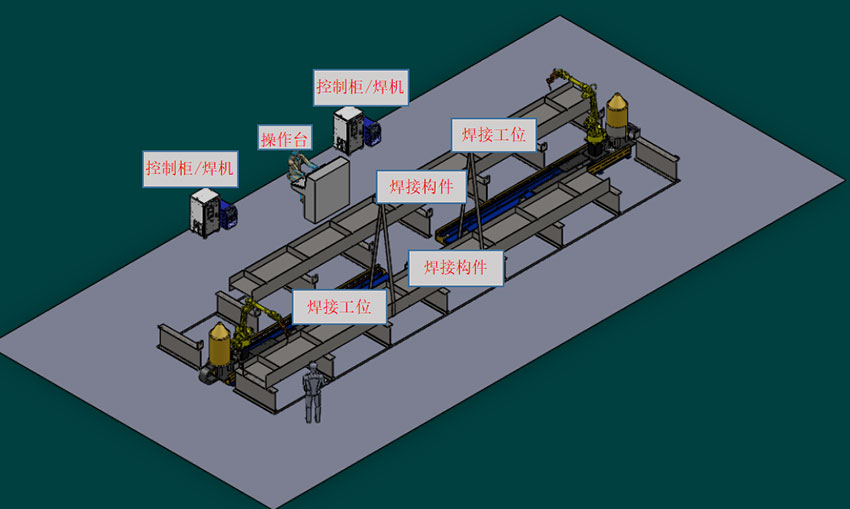
布置立面图
工作流程(模型驱动方式)
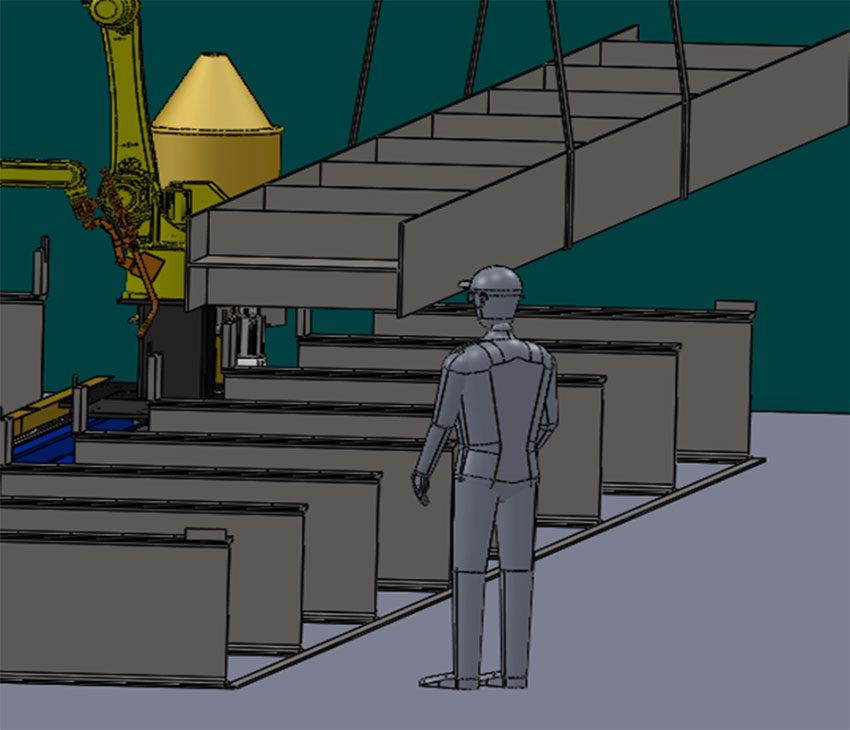
2.2.1 人工或输送链将待焊接构件转运到工作台架,靠近定位P点
2.2.2 (同时或提前)操作人员根据构件号和构件摆放方式,将模型旋转一致,并创建节点
2.2.3 如摆放偏差太大,则先用相机识别构件定位P点
2.2.4 如摆放位置接近,操作人员直接加载模型启动扫描(此时操作人员可吊装另一根构件到第2套设备台架或本设备另一工位,执行上述操作)
2.2.5 扫描完成后,系统启动焊接
2.2.6 整个构件焊接结束,将构件转运到后续工作工位。
2.2.7 以此操作人员可操作多套设备工作
2.2.8 如没有构件模型,可采用视觉交互方式操作设备焊接,构件摆放到台架后,操作人员使用相机对需焊接部位进行拍照,匹配工艺,启动扫描焊接。与模型驱动相比,操作人员相对工作量增大。



















 冀公网安备13010402002588
冀公网安备13010402002588